
公開日:2021/04/22 更新日:2021/04/22
ものづくりには欠かせない「切削工具」。その中でもメジャーなドリルについての解説です。
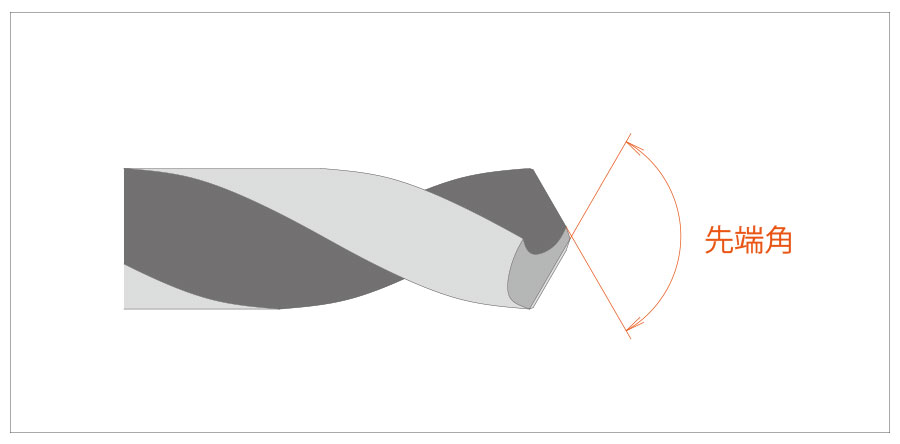
ドリルの先端角
前回にも解説したとおり、ドリルの軸に平行な面に切れ刃を平行にして投影したときの角(JIS B 0171 : 2014 より)を、先端角といいます。
市販の多くのハイスのドリルの場合、118°というのが一般的です。先端角を大きくするとスラスト方向の負荷が増大し、1回転あたりの切り込み量も増大します。また、ねじれ角や逃げ角との兼ね合いもあり、用途や工具材質、ドリル径によって最適な角度は異なります。
センタードリルなど、加工穴側の角度が重要な場合もあります。この場合、先端角は平行投影ではなく回転投影での角度で定義されることが多いです。そしてこういったドリルの平行刃厚は、極力先端角への影響を減らすため、薄く設定されています。
先端角118°の謎
ホームセンターなどでも手に入る多くのごく一般的な鉄鋼ドリルの先端角は118°です。大概ドリルの先端角といえば118°というのが共通の認識です。なぜ118°なのでしょうか。120°ではダメなのでしょうか(笑)
実は切削工具業界でも理由は諸説あり、よくわかっていなかったりします。筆者が調査して見つけた理由(?)をいくつか紹介します。
・「118°より大きくすると刃先が凹曲線になり、小さくすると凸曲線になるから」
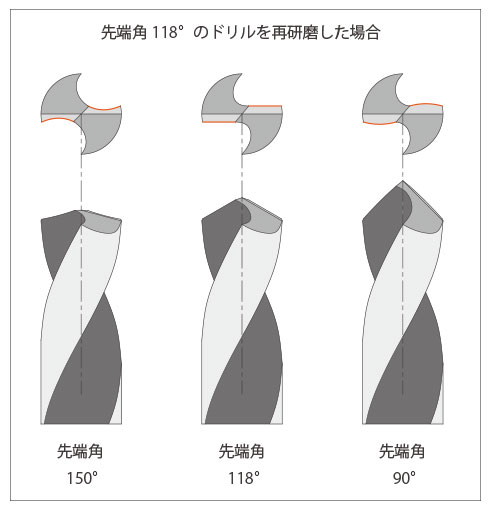
実際に118°のドリルの先端角を変化させてみると、確かに上記のようになります。しかしこれはそのドリルの溝が、先端角118°の時に直線になるよう設計されているからです。実際に先端角が90°、120°、130°、140°等のドリルでもそれぞれ刃先が直線になるよう設計されています。
そして、切れ刃が直線であるメリットは、人間が見てきれいに見える事や、再研磨する際の基準を見つけやすいといったことではないかと思います。
実際に切り込みを行っている切削ポイントを厳密にみると、中心部から外周部まで切削ポイントでの先端角、逃げ角、すくい角、被削材に対する刃の回転方向の角度は刻々と一定ではない変化をしています。
(実際に、できるだけ中心部から外周部までの切削負荷や角度を一定にしようと思ったら、刃先は凸曲線になると思います。)
しかし、ドリルの溝は曲線で構成されているのに、先端角で切った平面と構成される切れ刃が直線になるよう計算されているのはすごいですね。
・「ドリル軸方向のスラスト抵抗と直角方向のねじる力(トルク)等しくなる角度だから」
なんとなく説得力あります。しかし先ほども述べたように、刃の平行幅(刃厚)の影響で、外周から刃先まで実際の切削ポイントでの先端角は刻々と変化します。この誤差が認められるならば120°でも良いはずです。なぜ118°なのか…
しかもスラスト抵抗とトルクが等しくなるかどうかは、送り速度や被削材、刃先のすくい角も影響しますし、外周部と中心付近でも違うので最適な角度とは言い切れないように思います。
ただ、厳密ではないものの、理由付けとして決め打ちで118°としたのかもしれませんね。
・「富士山の傾斜がおおむね118°である」
この考察、おもしろいですね。ありかも!
・「SS材などの一般鋼材で120°が一番結果が良かった。しかし被削材の加工穴の先端角は120°にはならなかった。だから118°にした」
これは筆者の考察ですのであまり参考にはならないかもしれませんが(笑)
ただ単純に120°で研磨したドリルでボール盤で穴あけしたときの結果が一番良かった。しかし加工穴は122°程度になってしまった。だから118°の先端角にした。
結果、加工穴の先端角はおよそ120°になった。
実際、径10mmで先端角118°、刃厚1.4mmくらいの市販のドリルで穴あけした場合、の被削材の先端角度はおよそ119°~120°になります。
上記のような理由がありましたが、これが正解というものは今回は見つかりませんでした。どなたかもしご存じでしたらぜひ教えてください!
一般的な先端角のタイプ
あくまで一般例です。ご参考までに。
| 先端角 | ドリルの種類 |
|---|---|
| 60°・90° | センタードリル・リーディングドリル (加工穴の角度を重要視されるケースが多い。) |
| 118° | 一般的なハイスドリル |
| 120° | 一般的なハイスドリル(海外製に多い) バニッシュドリル |
| 130° | 心厚の大きいハイスドリル(某社Rシンニングドリルetc) 超硬ドリル(直刃タイプ) |
| 140° | 超硬ドリル(直刃タイプ) 超硬ドリル(ウェーブ刃タイプ) |
| 150° | 超硬ドリル(ウェーブ刃タイプ) |
| 180° | 超硬ドリル(フラットドリル) |
次回は、ドリルの逃げ面形状について詳細解説していきます。