
公開日:2020/12/17 更新日:2021/01/09

「GriStarシリーズでドリルを再研磨する」3回目の今回は、シンニング形状とパラメータの設定について述べていきます。
シンニングについて
みなさんシンニングについてはご存じかとは思いますが、一応軽く説明しておきます。
ドリルの刃先は逃げ面と螺旋溝(すくい)で構成されていますが溝の無い中心付近(チゼルエッジ)は切れ刃ができません。よって、穴あけをしてもチゼルエッジは被削材を押しつぶし、変形させているだけで大きなスラスト抵抗が掛かり、求心性も低下し、切りくずの排出性も悪いです。
そこで中心部に切込みを入れ、チゼルエッジを短くしスラスト抵抗の改善、求心性の向上、切りくず排出性の向上をする方法がシンニングです。
シンニングの種類
様々な種類のシンニングがありますが、本記事では「GriStar」シリーズで研削可能なシンニング形状についてご紹介します。
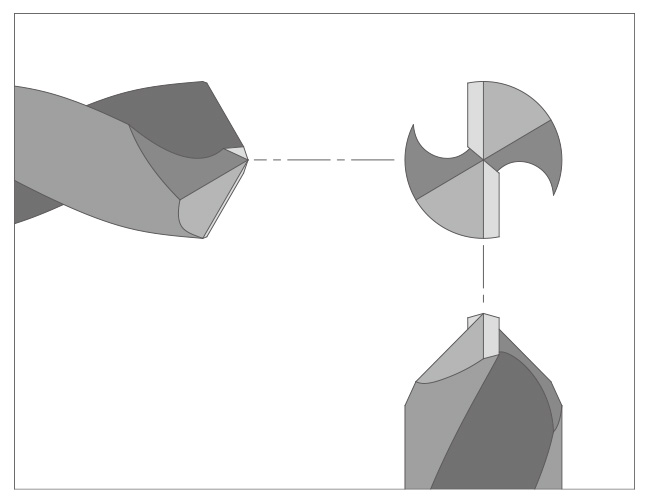
Xシンニング
チゼルエッジが短く、スラスト抵抗が小さく求心性に優れる。
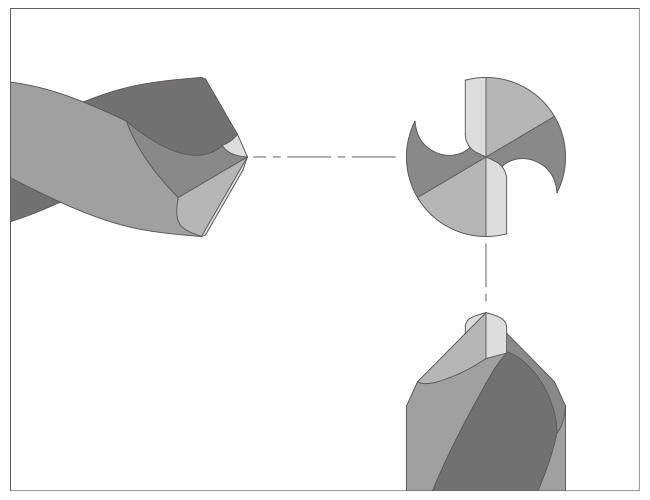
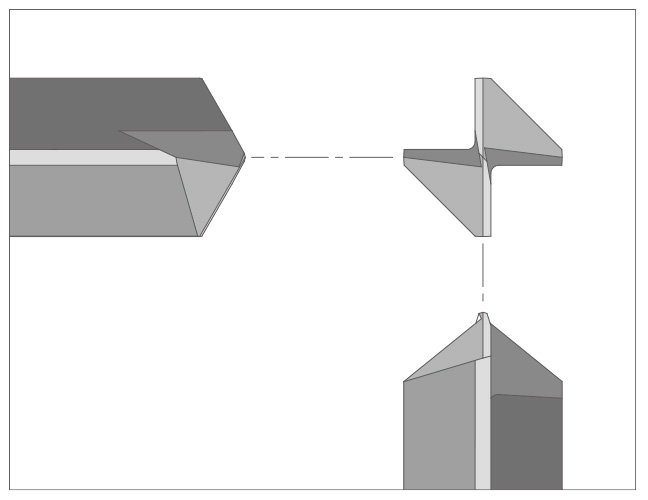
Rシンニング
心厚が大きい重切削ドリル向き。切りくずの排出性良好。
Sシンニング
切りくずの排出性が良くチゼル部の強度が高い。先端角が小さく(鋭角)心厚の薄いドリル向け。(例:リーディングドリル)
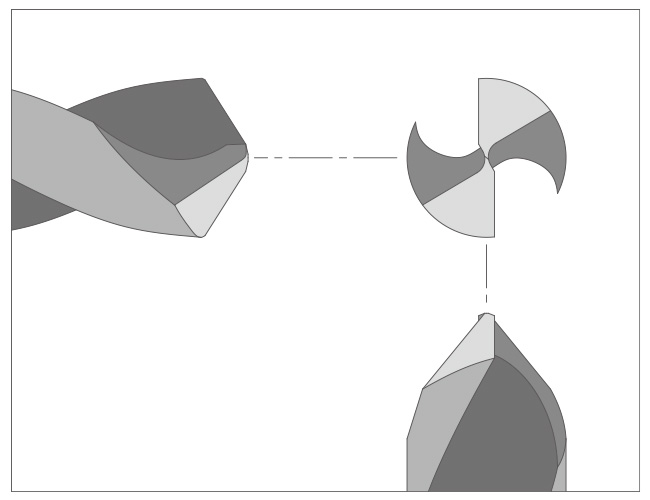
Aシンニング
スリーレーキとも呼ばれる。求心性が良い。心厚が薄いドリル向き。
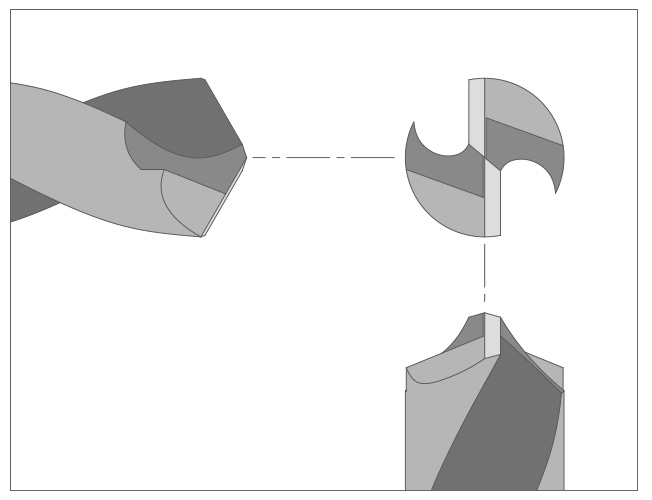
BNシンニング
切りくずの排出性が良く、チゼルエッジ部の強度が高い。パラメータ設定によっては切れ刃のすくい角を取る(刃裏を取る)こともでき、刃先の欠け(チッピング)を防ぐ。バニシングドリル向き。
実際に設定してみる
それでは実際にシンニングの設定をしてみましょう。
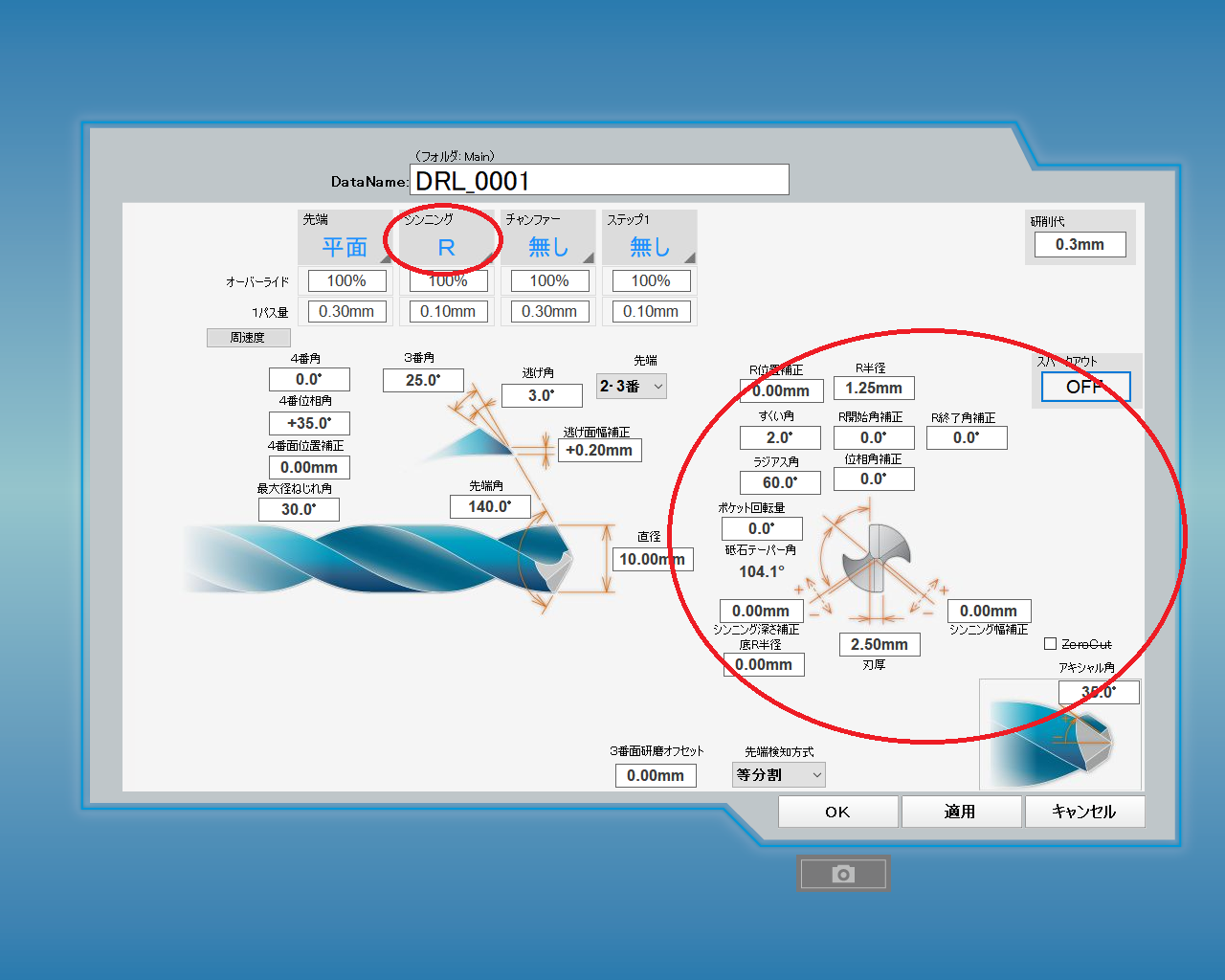
まずはエディット画面の上部にある「シンニング形状」タグをクリックしてリストからシンニング形状を選択します。
次にシンニングパラメータを設定しますが、指示書等による特別な指示がない場合、まずは規定値で研磨してみてください。
各パラメータはシンニング形状によって違います。また機会があればシンニング形状ごとのパラメータ設定について説明したいと思います。
以下、一般的なパラメータ設定値(参考)です。
| X | R | S | A | BN | |
|---|---|---|---|---|---|
| ラジアス角 | 45° | 60° | 35° | 設定なし | 5° |
| ポケット回転量 | 0° | 0° | 0° | 設定なし | 0° |
| アキシャル角 | 35° | 35° | 35° | 40° | 35° |
| すくい角 | HSS:2° 超硬:0° | HSS:2° 超硬:0° | HSS:2° 超硬:0° | 設定なし | HSS:2° 超硬:0° |
| R半径 | 設定なし | 刃厚/2 | 刃厚/2 | 設定なし | 設定なし |
シンニング形状についての説明は以上となります。