
公開日:2020/12/10 更新日:2021/01/09

「GriStarシリーズでドリルを再研磨する」2回目の今回は、逃げ面形状の設定とパラメータの設定について述べていきます。
逃げ面形状
まず逃げ面形状ですが、ドリルの場合大まかに分けると「平面逃げ」と「円錐逃げ」の2種類に分かれます。
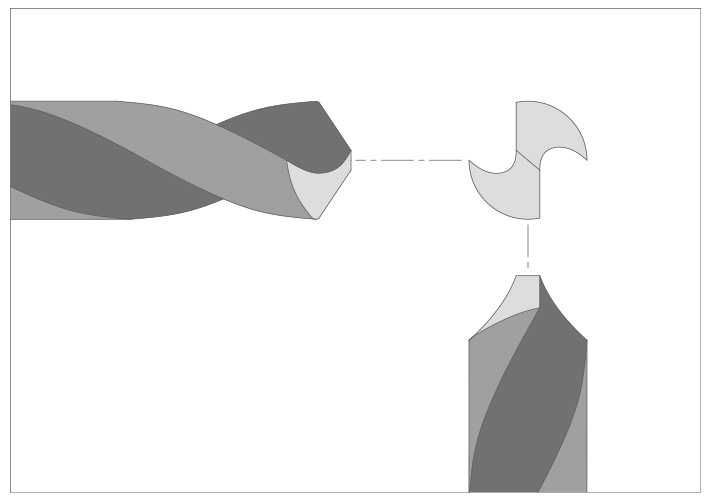
平面逃げ
逃げ面が平面で構成されています。刃先の部分から順に「2番逃げ面(2番)」、「3番逃げ(3番)」といいます。逃げ面の傾斜角(逃げ角)と後述する先端角との関係によっては、回転させたとき後ろが高くなることがあり、その場合は「4番逃げ(4番)」をつけることもあります。
平面逃げのメリットとしては、中心付近の逃げ角の確保がしやすい事があげられます。また円錐逃げよりも大きな逃げ角を確保しやすいです。求心性もあり穴精度が安定します。ただしメリットがそのままデメリットでもあり、刃先が薄くなりやすく円錐に比べて刃先の強度に不安があります。
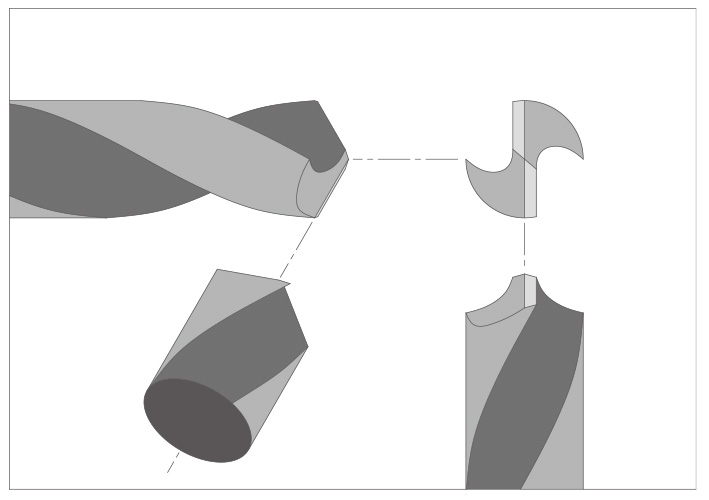
円錐逃げ
読んで字のごとく、円錐形状の逃げ面です。そのままでは刃がつかないので刃先から後ろ側にむけて下がっていくように角度をつけていきます。「2番逃げ(2番)」のみで構成されます。
円錐逃げのメリットは、平面逃げに比べて刃先の強度を確保しやすいことが挙げられます。またセンタードリルやリーディングドリル、面取りドリルなどのC面加工をする場合、C面角度や面粗さの部分で平面逃げより有利です。先端角、逃げ角の設定によっては中心部付近の逃げ角の確保が難しいのことや求心性が平面より劣る点が難点です。
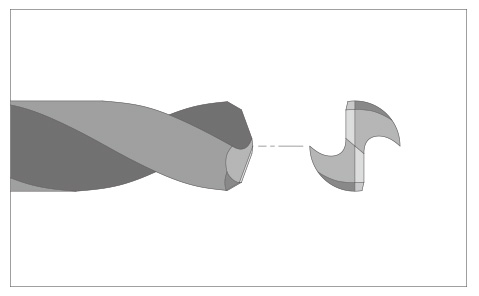
ローソク
形状がローソクに似ていることからそう呼ばれています。(多分)
中心部が突起しており、外周部はフラット(180°)になっています。被削材にバリが出にくいのがメリットです。薄物被削材やザグリ加工に適しています。
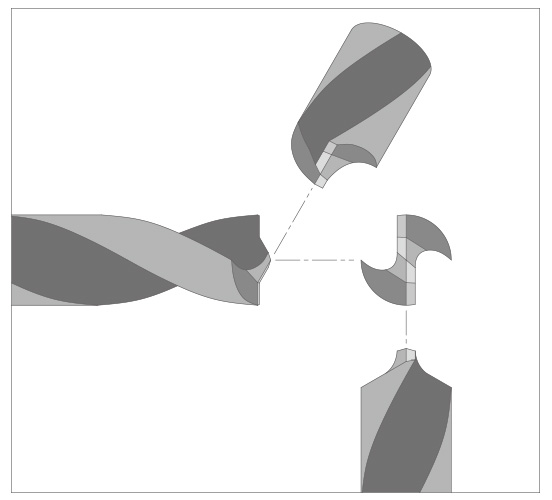
その他
2番円錐→3番平面や、2番円錐→3番平面などの形状があります。目的に応じて平面と円錐の特徴を取り入れて最適加工を目指してつくられています。
チャンファー(追加工)
ドリルはねじれのついた溝(刃先のすくい角)と先端角、逃げ角で刃先を構成するので構造上どうしても中心部より外周部の刃先が弱くなります。
そこで外周部の強度を確保するため外周部にチャンファーをつけることもあります。被削材のバリ軽減の作用もあります。
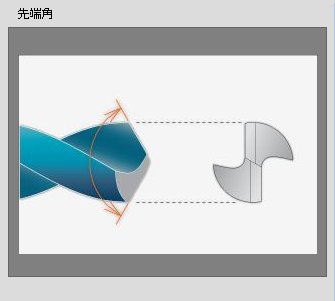
先端角について
逃げ面形状を形成する重要なもう一つの要素は「先端角」です。先端角小→先端角大でスラスト抵抗小→スラスト抵抗大の関係性があります。回転数や送りの設定にもよりますが、切りくずの厚さにも影響を与えます。ハイスドリル118°、超硬ドリル140°が一般的ですが、被削材によって最適値は異なります。
刃厚(はあつ)について
GriStarシリーズでは「刃厚」というパラメータがあります。これは左右刃の平行での刃の厚さ(幅)です。ノギス等で計測して入力してください。
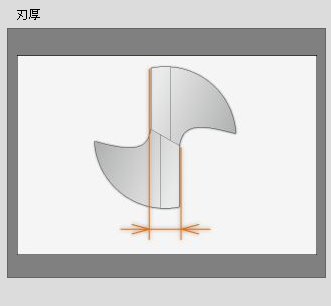
工具図面では位相角として書かれていることもあります。その場合は以下の計算をしてその値を入力してください。
(刃厚)=(ドリル径)× sin(位相角)
実際に設定してみる
以上を踏まえて先端形状を設定します。再研磨する工具と工具図面や指示書を見ながら先端形状を設定していきましょう。

まずはエディット画面の上部にある「先端形状」タグをクリックしてリストから逃げ形状を選択します。
次にドリル径と先端角、刃厚を入力します。
参考までに、一般的なパラメータを掲載しておきます。
| パラメータ | HSSドリル | 超硬ドリル |
|---|---|---|
| 先端角 | 118° | 140° |
| 逃げ角(2番/3番) | 平面:3° / 25° 円錐:8° | 平面:10° / 20~25° 円錐:8° |
| 刃厚 | *要計測 | *要計測 波型刃の場合は 径×sin(8°~10°)が目安 |
以上で今回は終了です。次回はシンニングについて説明します。
<前> GriStarシリーズでドリルを再研磨する1(はじめに)
<次> GriStarシリーズでドリルを再研磨する3(シンニング)